FROZEN & CHILLED FOOD
Set the optimum temperatures for both the factory and product
Better for you, your customers
and the environment
-
Highest quality freezing

Food handling processing technology from cooling to freezing
-
Energy saving

Energy-saving across the entire factory through total engineering
-
Food safety and security

Hygienic production lines
Respond to changes in consumers’ eating habits
Demand for frozen and chilled foods is increasing as due to changes in people's lifestyles and food preferences. Incidentally, the frozen and chilled foods sought by consumers change daily, resulting in a wide range of processed products being produced.
The method for freezing portions of prepared foods packed onto a tray one by one is totally different than that used for freezing spinach, which has been cut into same-sized pieces that easily stick together. The size, shape, and function of the freezer to be installed — space-saving type, mass-production type, quick freezing, individual quick freezing — will also differ according to the size and layout of the factory and the items and quantities to be produced. Our deep and versatile lineup of freezers can assist you in producing the best possible products.

Rigorous thermal engineering ensures the required temperature is where it needs to be
Factory temperature management starts from the point of time raw material delivered in varying states (normal temperature, chilled, or frozen) is received at the warehouse. From receiving raw materials through to shipping out finished product, various temperatures and heat quantities are required to control the temperature for each process in between, such as thawing, cooling, and heating in the cooking process and freezing and cold storage thereafter.
Aditionally, we apply our thermal engineering technology to ensure heat and energy used in your factory is done so without waste. Solutions include using a heat pump to take waste heat generated from production lines to create hot water for use in the cleaning process, and air curtains that prevent warm outside air from entering the cold storage while also preventing cold air from leaking out.

Stable supply of safe food with a complete hygienic system
As food factories become increasingly automated, awareness of the need for proper hygiene countermeasures along the production line is also increasing. With its extensive engineering experience, Mayekawa ensures that the freezers and conveyors incorporated into the line have a simple structure that emphasizes washing and cleanability in the design concept. Our easy-to-wash and hygienic systems contribute to food safety.
Additionally, the overall design, including hygienic aspects such as air shutters that are highly effective at preventing insects from entering facilities through entrances/exits, assists in creating an end-to-end environment where products can be safely and hygienically produced.

Become a partner that maximizes your business
The know-how cultivated in domestic and overseas delivery results is organized in Japan, and we collaborate with local corporations and various partner companies around the world, mainly in Japan, to propose production equipment that suits your purpose.
Working to ensure food is delicious
Mayekawa’s main Moriya Plant has a food testing laboratory, CO_Lab., which annually tests more than 160 different foods. Supporting various kinds of testing, such as that related to freezing, thawing, line operation, and detection, the versatile lab plays a role in helping clients manufacture even better products.

Food testing laboratory Co_Lab.
Applying total engineering to solve client problems
In addition to engineering for each process, by also combining thermal engineering centered around advanced equipment and software engineering, including that for production management systems and traceability, Mayekawa can offer optimal solutions for your production line needs.
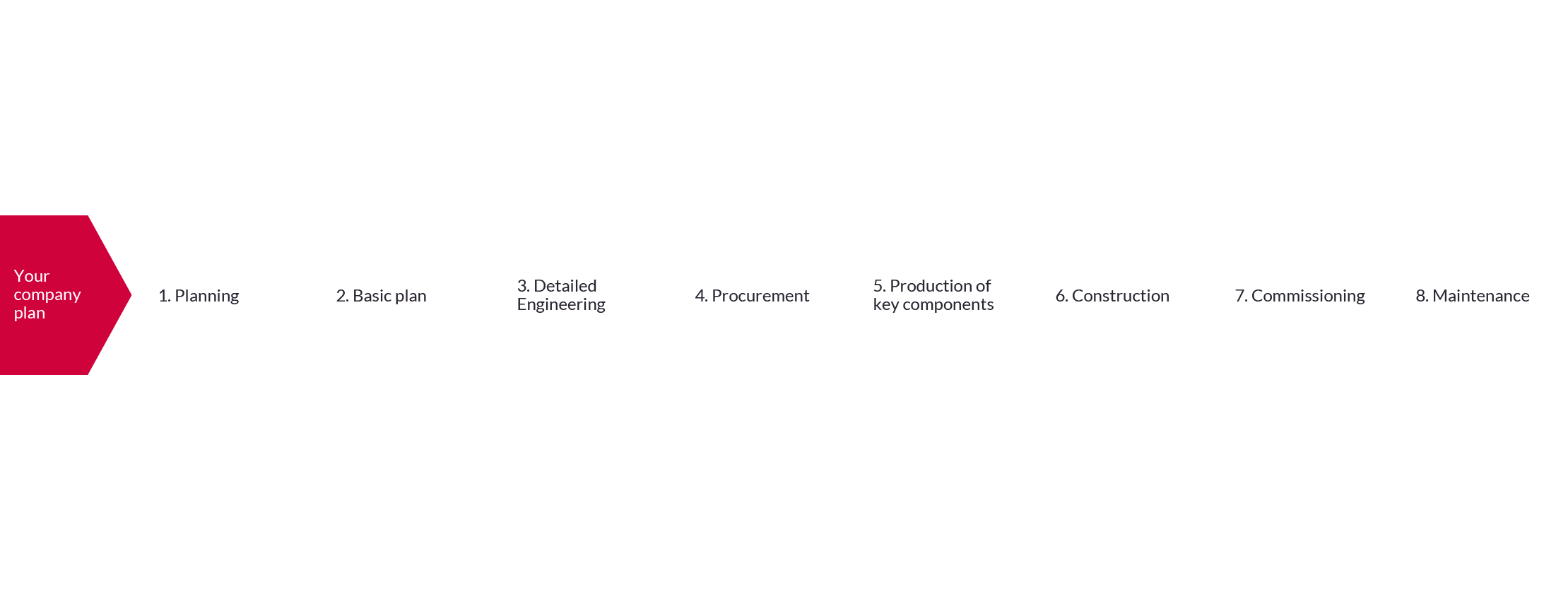
From basic design through to ongoing maintenance, we provide full support for your equipment installation plans
Our head office department specializing in food organizes information related to customer issues and requests. Even after planning has started, we back local sites with know-how and experience gained in delivering equipment all over the world. From basic design through to ongoing maintenance, we can offer manufacturing equipment and services tailored to client needs in collaboration with local subsidiaries and our partner companies around the world.
Related products
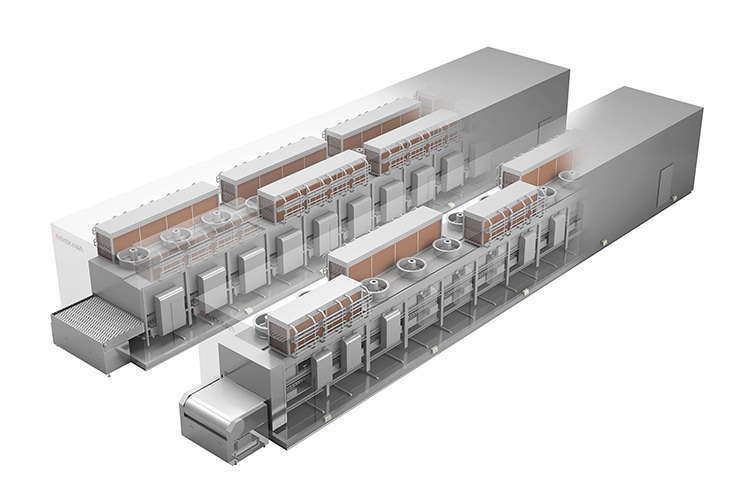
Freezers
Learn more
MYCOM compressors
Learn more
Refrigeration systems
Learn more
Heat pumps
Learn more
Food preservation systems
Learn more
Thawing systems
Learn more
Foreign object detection systems
Learn more
Air curtains
Learn more
ICT
Learn more
Automation
Learn more![]()
Our mission is to create a sustainable future by pursuing optimal systems,
equipment and technology while working side-by-side with customers.
